[The Korea Industry Post(kipost.net)] SK하이닉스가 CMOS이미지센서(CIS)의 선명도를 높이면서 생산 수율도 개선할 수 있는 신공정을 도입했다. 이와더불어 1300만 화소 이상 고해상도 제품에 새로운 유전체(dielectric material)를 적용했다.
SK하이닉스는 구형 D램 라인을 개조한 300mm 파운드리를 활용, 소니, 옴니비젼, 삼성전자, 온세미컨덕터 등 선발 CIS 업체들을 조기에 따라잡는다는 전략을 내걸고 있다.
6일 업계에 따르면 SK하이닉스는 이천 M10라인의 40나노 CIS 전용 라인에 원자층증착(ALD) 공정을 구축했다.
ALD를 이용해 후면조사형(BSI) CIS의 강유전율(High-K) 물질을 증착하면, 이전처럼 이온주입(ion implant), 고열의 어닐링(가열) 공정을 대체할 수 있어 공정 난이도를 낮추고 수율을 개선할 수 있다.
CIS는 각 픽셀이 빛을 받아 전자로 바꿔주는 포토 다이오드와 이 신호를 증폭시켜 처리하는 트랜지스터가 결합한 소자다.
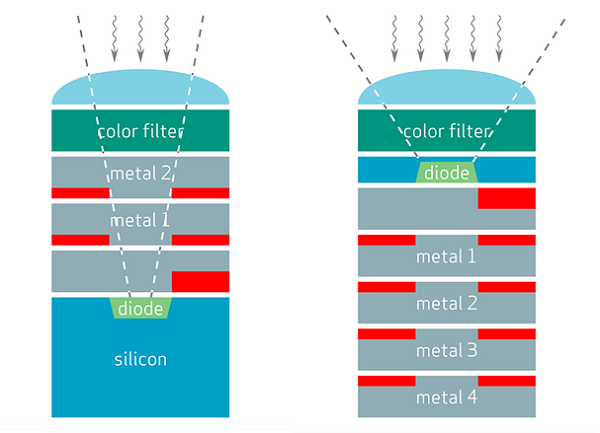
CIS 기술 도입 초기에는 빛을 받아들이는 수광부와 포토다이오드 사이에 전류가 흐르는 전극이 놓인 전면조사형(FSI, Frontside illumination) 구조가 쓰이다 수광부에서 받아들인 빛을 전극 배선이 가려 충분한 해상도를 내기 어려워지면서 1000만화소 이상 고해상도 CIS에는 BSI 구조가 적용된다.
BSI는 웨이퍼 위에 포토다이오드와 배선층을 형성한 다음, 웨이퍼를 뒤집어 상단부(원래 하단부)를 포토다이오드가 노출될 때까지 갈아내고(그라인딩), 그 위에 컬러필터와 렌즈를 덮는 형태다. 빛을 많이 받아들여 고해상도를 구현할 수 있는 기술이지만 작은 면적에 많은 픽셀을 넣다보니 각 픽셀간 간섭현상이 심해지고 있다.
대표적인 게 전류가 누설돼 빛이 닿지 않은 픽셀에도 전류가 흐르는 암전류(Dark Current)다. 이를 개선하기 위해 업계는 다양한 절연막을 연구하고 있다.
SK하이닉스는 CIS에 절연성이 좋은 알루미나(Al2O3)와 산화하프늄(HfO2) 등 High-K 물질을 적용해 각 픽셀간 절연성을 높이고 있다. 이때 ALD를 사용하면 단차피복성(step coverage)이 좋아지고, 박막 내에 불순물도 거의 존재하지 않아 수율을 대폭 개선할 수 있다.
업계 관계자는 “ALD는 일반적인 화학기상증착(CVD)에 비해 처리속도가 느리지만 고온 어닐링 대신 300℃ 이하 온도에서 물질을 도포할 수 있다는 장점이 있다”고 설명했다. “최근에는 처리량(쓰루풋)도 많이 개선됐다”고 덧붙였다. ALD 자체 쓰루풋이 좋지 않더라도 수율을 감안하면 ALD를 쓰는 게 더 이득이라는 것이다.
SK하이닉스는 기존 시스템반도체 사업을 영위하던 SK하이닉스시스템IC와 청주 8인치(200mm) 팹은 분사하면서 CIS사업부는 내부에 남겼다. 사업총괄에 홍성주 부사장을 배치하면서 사업부 위상도 격상 시킨 바 있다. 박성욱 부회장이 직접 CIS 사업을 장기적으로 키우겠다고 공언한 만큼 이 분야에 대한 투자도 지속될 것으로 예상된다.